Fuel Flexible CFBs are the Future of Solid Fuel Power Generation
10:48 | 18/12/2017
BY ROBERT GIGLIO - SUMITOMO SHI FW
Every steam plant built today has unique design fuel requirements. For example, economic and policy constraints often dictate use of difficult to burn indigenous fuels or co-firing with biomass or agro fuels. Also, in most power markets, flexible yet reliable plant operations (e.g., rapid dispatch rates, spinning reserve, etc.) are essential because renewable assets, particularly rapidly fluctuating solar and wind generators, are positioned higher in the dispatch order. Finally, plant owners desire the least expensive fuel available, often sourced globally, to avoid being tethered to a single fuel for the life of the plant. Only circulating fluidized bed (CFB) combustion technology satisfies all of these often-contradictory design requirements.
Fuel Markets in Flux
The traditional 6,000 kcal/kg global steam coal market has flourished for the past 50 years but lately the market has experienced a rapid transition where price often trumps quality. As coal mines mature, mining operations move to lower quality coal seams. Indonesian coal, for example, dominates the global coal market with about 50% of its exports being high-moisture, sub-bituminous coals with gross-as-received higher heating value (HHV) ranging between 3,900-4,200 kcal/kg. Further, the best quality Indonesian coal reserves are expected to produce coals with average HHV no greater than 5,200 kcal/kg (with economical washing levels) in the future. The resulting trend is a growing supply of discounted coals, domestic lignites, and waste coals that provide a significant economic advantage for fuel-flexible plants capable of burning these lower rank, less expensive fuels. The shift toward a more flexible solid fuel market, where buyers and sellers are pleased to trade fuel quality for price, appears to be permanent.
Expanding low quality solid fuel markets have dramatically increased the value of fuel flexibility for utility-scale power plants and have been the primary driver behind the large CFB power plants coming on-line over the last 10 years, examples of which are included at the end of this article. CFB plants, unlike pulverized coal (PC) plant designs, give plant owners a choice whether to stay with premium steam coal or to venture into the broader fuels market and leverage the available price discounts for lower rank coals, even for ultra-supercritical plant designs.
Fuel Combustion Flexibility
Changes in the global solid fuel market provide a market advantage to owners of plants that are fuel agnostic. But fuel flexibility means more than just being able to burn a wide range of coals or even coal and biomass mixes. It also means that plant reliability, maintenance, ease of operation, and stack emissions must be largely unaffected over a very wide range of fuel quality including coal and biomass fuel mixes.
PC boilers have trouble burning low quality fuels due to its narrow fuel specification that typically demands 5,500 kcal/kg (23 MJ/kg) HHV or higher energy content, fuel moisture below 30%-35%, and volatility above 20%. However, this is not the case for CFB technology. Modern CFBs can efficiently burn both low rank coals and lignites with heating values ranging from 1,000 to 8,500 kcal/kg (4 to 35 MJ/kg), fuel ash and moisture levels as high as 60%, and volatiles down to 5%.
The CFB’s high reliability when burning low rank coals is based on its unique flameless, low-temperature combustion process. Unlike conventional PC boilers that rely on an open flame, the CFB’s circulating solids are used to achieve high combustion and heat transfer efficiency. Fuel circulates until completely burned. The ash in the fuel does not melt or soften at low bed temperatures which allows the CFB to avoid the fouling and corrosion problems encountered in conventional boilers.
From an environmental aspect, the low temperature CFB combustion process minimizes NOx formation and allows limestone to be fed directly into the furnace to capture SOx as the fuel burns. In most cases, SCR and flue gas desulphurization (FGD) systems are not needed for NOx and SOx control, dramatically reducing the plant’s first cost, annual O&M cost, and water consumption while improving overall plant reliability and efficiency.
For a PC boiler to control fouling, slagging, and corrosion when burning low rank coals, such as high sodium lignite, the furnace cross section and height must increase considerably, as much as 45% in height and 60% in footprint. Further, unlike a PC, a CFB doesn’t need soot blowers to control the build-up of deposits and slag in the furnace since the circulating solids keep the furnace walls, panels and steam coils clean, allowing for the most efficient heat transfer possible while reducing boiler maintenance.
Thermographs of CFB and PC furnaces illustrate the thermodynamic differences between the two combustion technologies (Figure 1). The green regions are where the combustion temperature is around 850C while the red regions show temperatures nearly at 2000C. The key design criteria for the CFB is that the combustion temperature (everywhere) is well below the fuel’s ash melting temperature. Since the ash doesn’t melt, fouling and corrosion is minimized throughout the entire boiler (furnace and convection pass) allowing the CFB to achieve reliabilities unreachable by PC boilers.
The lower combustion temperatures minimize the amount of NOx formed, often allowing the plant to avoid the expense of an SCR. In addition, limestone can be added directly into the furnace to capture acid gases like SO2, SO3, HCl, and HF preventing these corrosive elements from causing corrosion and fouling for throughout boiler, air heater and particulate matter control equipment. In most projects, adding limestone to the CFB can achieve the required SO2 stack emission without the need for a downstream FGD.
Finally, unlike PC boilers, the fuel doesn’t have to be finely ground, dried or dispersed into the furnace by burners avoiding the cost and maintenance of fuel dryers, mills, coal pipes and burners. For the CFB, the fuel is coarsely ground and dropped into fuel chutes using gravity to get the fuel into the boiler.
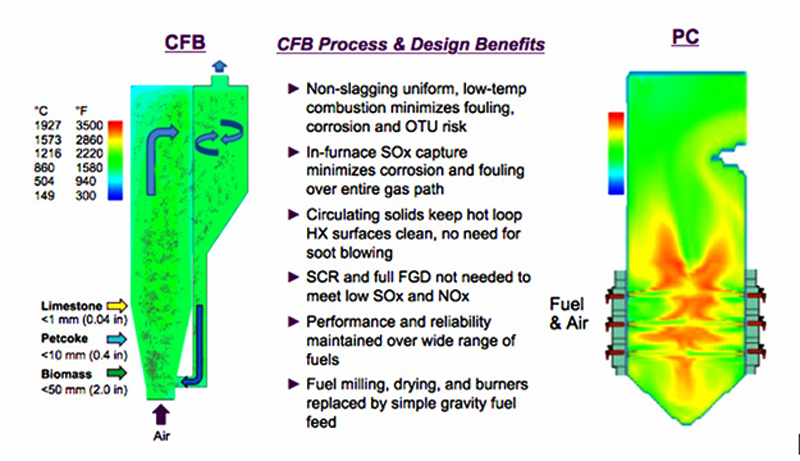
Figure 1. The low temperature operation of the CFB reduces NOx emissions and limestone injection into the bed removes SO2. In addition, the design virtually eliminates slagging and corrosion from fuel-bound contaminants. The result is lower first cost installation, reduced O&M costs, and higher plant reliability compared to PC technology. Source: Sumitomo SHI FW
Superior Life - Cycle Economics
It’s a well-known industry fact that steam generator outages are the single largest contributor to reduced plant availability, which therefore determines the project’s financial success (Figure 2). For example, consider a 600 MWe supercritical coal plant that burns $50/tonne (4,500 kcal/kg) Indonesian coal and sells power at $100/MWh at a base 90% capacity factor. A loss of four percentage points in annual capacity factor will reduce the plant’s bottom line economics $13.8 million for the first year, or $212 million over its 30-year operating life. Figure 3 illustrates long-term operating data for different technology solid fuel-fired power plants in different regions of the world. The CFB demonstrates up to an average 5.5 percentage point superiority in plant availability factor over 15 years, depending on fuel selection.
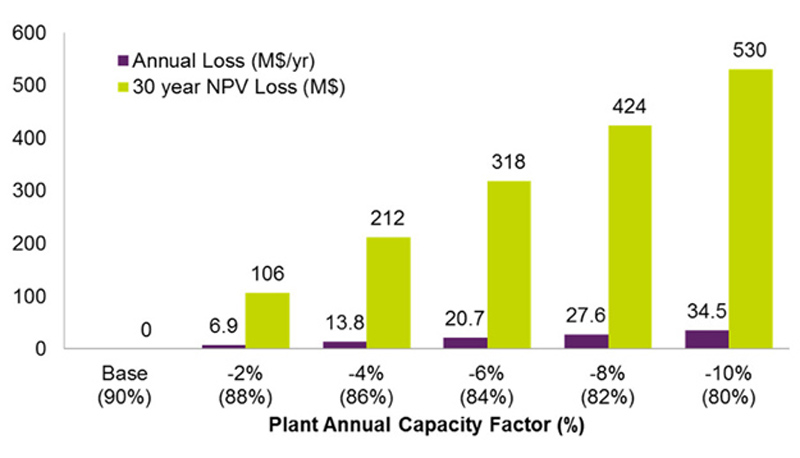
Figure 2. Plant annual capacity factor is often the most important factor in a projects success. The net present value is based on a 30-year term and 5% discount rate. Source: Sumitomo SHI FW
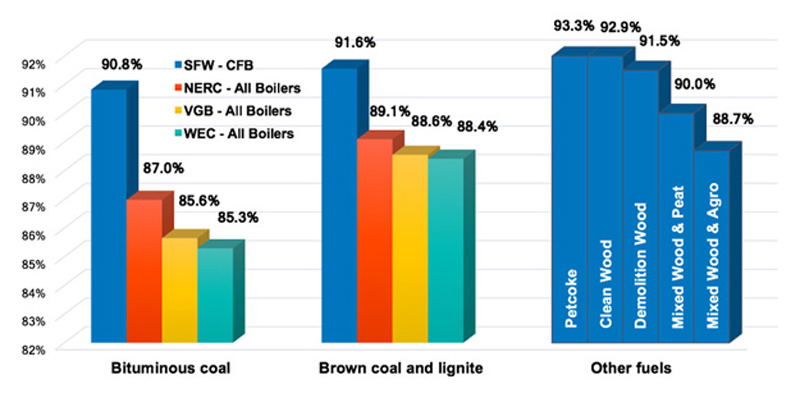
Figure 3. Global data sources supports claims of higher CFB long-term plant availability. CFB plant availability data is based data reported over 2000-2015 period for CFB plants mainly located in Europe. NERC (North America Reliability Corp), VGB and WEC (World Energy Council) availability data based on thermal steam power plant (PC and CFB) data reported over the same period. Sources: Sumitomo SHI FW, NERC, VGB, and WEC
The cost of fuel is the largest line item on the balance sheet for any power plant so the economic advantage often goes to the plant that can operate reliably with lower rank, and therefore lower cost, fuels. The magnitude of the fuel cost savings can be demonstrated by using the same supercritical plant example above firing $70/tonne (5,500 kcal/kg) coal as a base (Figure 4). Reducing the cost of fuel by $10/tonne will add $7 million to the plant’s bottom line for a single year and $102 million over 30 years.
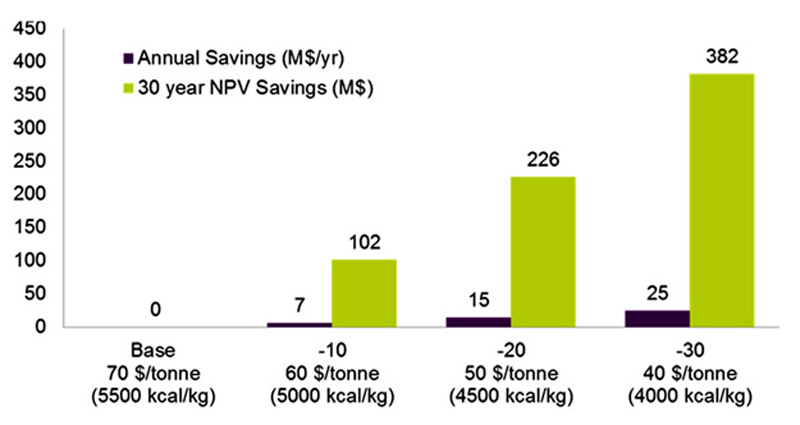
Figure 4. Fuel is typically 75 - 85% of the operating cost for a power plant. The net present value is based on a 30-year term and 5% discount rate. Source: Sumitomo SHI FW
Plant Case Studies
There are many recent projects that illustrate the successful application of Sumitomo SHI FW CFB technology in circumstances much like the above case study. The following four projects illustrate the fuel flexibility of the CFB, each in unique applications.
The Lagisza CFB Power plant is the longest operating supercritical CFB power plant in the world today (Figure 5). Located at Tauron’s Lagisza power plant in Bedzin, Poland, the plant has been in operation since 2009. At the heart of the plant is a 460 MWe supercritical SFW CFB featuring many unique first-of-a-kind design features and a very impressive net plant efficiency of 43.3% (LHV) on bituminous coal. Perhaps most importantly, the plant meets its permitted stack emissions without SCR or FGD equipment, thereby saving Tauron over $100 million in its construction cost and millions more each year in avoided O&M costs.

Figure 5. The 460-MWe Lagisza CFB Power Plant located in Bedzin, Poland, has been in operation since 2009. Source: Sumitomo SHI FW
CLECO’s Brame Energy Center, located in Boyce, Louisiana, is noted for its ability to burn a wide-range of market fuels (Figure 6). The plant consists of twin CFB boilers feeding a single steam turbine generator the produces 660 MWe. The plant is designed to burn multiple fuels, including 100% petroleum coke, 100% Illinois No. 6, 100% sub-bituminous Powder River Basin coal, and can co-fire up to 92% lignite or co-fire up to 5% paper sludge or wood waste. The plant entered commercial service in February 2010.

Figure 6. CLECO’s 660-MWe Brame Energy Center, located in Boyce, Louisiana, is the largest CFB in North America and burns a wide variety and combination of fuels sourced based on best price. Source: Sumitomo SHI FW
The DGF Suez Energia Polska Polaniec Plant, located in Polaniec, Poland, is the world’s largest biomass CFB power plant (Figure 7). The 205 MWe (gross) plant burns a spectrum of wood biomass and agricultural crops and byproducts. The net plant efficiency is 36.5% (LHV).

Figure 7. The DGF Suez Energia Polska Polaniec Plant entered commercial service in 2012. SHI FW was the EPC contractor for the plant and fuel yard, in addition to supplying the boiler island. Source: SHI FW
Perhaps the most impressive example of a utility-scale CFB plant is the 2,200 MWe Samcheok Green Power Plant currently being commissioned in Samcheok, South Korea (Figure 8).

Figure 8. The 2,200 MWe Advanced Green Power CFB Plant in Samcheok, South Korea. The plant is currently in its commissioning phase. Source: Sumitomo SHI FW
The Samcheok plant has four 550 MWe Sumitomo SHI FW CFBs utilizing ultra-supercritical steam conditions (257 barg, 603C/603C). The Samcheok plant meets even tighter stack emissions without using FGD equipment, saving Korea’s Southern Power Company (KOSPO) over $250 million in construction cost. The plant is designed to burn a wide range of import coals including sub-bituminous high-moisture coals (20%-42%). The CFBs are also capable of co-firing indigenous bituminous coal and up to 5% biomass. The plant is designed to operate with a 42.4% net efficiency (LHV) and went into commercial operation in 2017, taking their place as the most advanced CFB units in the world.
VietnamEnergy.vn